年产1500万吨砂石骨料生产线的组成
近年来,随着国内如火如荼地开展各种基建工程,对于砂石骨料的需求越来越大。可是,天然砂石资源日渐减少,非法的盗采乱挖现象严重,已经对自然环境造成了较大影响,在国家大力推进生态文明建设的进程中,机制砂石取代天然砂石成为必由之路。
因此,如何通过建造高产量、高质量的机制砂石骨料生产线对水泥企业扩大经营范围、提升综合效益意义重大。但是,最近几年才有一些水泥企业介入骨料生产领域,所以对于骨料工厂的设计,现在处于初期阶段,很多项目的工艺路线及设备选型都不是很成功,甚至实际产量也往往不能达到设计产量,整个项目的生命周期的效益最大化更无从谈起。甚至有些大企业,采取最低价中标原则,更是导致项目的失败。相关生产线和设备选型的专业性和经济性仍然是设计骨料工程最为重大和紧迫的专业问题。
本文以年产1500万吨的砂石骨料生产线为例,讲述大产量骨料生产线的硬件需求和相关涉及要点。设计时需要保证骨料生产线必须达到设计年产量、成品骨料的高品质、工艺简洁且环保。在按照设备年平均产量来选型时,必须避免选择对于易损件磨损后台时产量大幅度下降的设备。避免因为易损件的大幅磨损而降低了实际生产的产量。

一、砂石骨料生产线设计要点
1、砂石骨料生产线成功的条件
证明砂石骨料生产线成功的第一个要素是设计年产量,成功的骨料生产线必须达到设计年产量。目前,根据国家标准,对破碎机产量的验收是基于新设备、满负荷、连续生产的瞬间产量测定的,而实际生产过程中,满负荷连续生产的条件往往不能满足,不论是设备原因,还是工艺设计原因。新设备就更没有办法保证了,一开始生产就逐渐变成了旧设备,特别是有些设备随着易损件的磨损,产量会大幅度的下降,有些设备的下降幅度甚至会高达50%。所以,在按照设备年平均产量来选择设备,生产线的设计者必须对于易损件磨损后台时产量大幅度下降的设备特别注意。避免因为易损件的大幅磨损而降低了实际生产的产量。
本项目生产线年产能力1500万吨,计算方式是按照年工作300天,每天工作14小时计算,台时产量是3570吨,考虑不均衡系数1.2(对于易损件磨损后产量大幅度下降的情况,系数是1.6),设备按照3750x1.2=4500吨/小时来选型。
砂石骨料生产线成功的第二个条件是成品骨料的高品质。产品质量不能仅仅满足国家标准,更要满足市场的需要。目前,由于标准编制的滞后性,骨料的国家标准已经落后于市场的要求,国标要求所生产出的骨料供应市场时,不能保证产品一定被市场所接受,特别是市场供应充足的时候,生产出的成品骨料在销售过程中也会存在障碍。高品质骨料,一要颗粒形状好(特别是要感观要好),二要级配合理。特别是对机制砂而言,高品质的机制砂产品不仅要满足商品混凝土的用砂要求,也要能够满足更高标准的预拌砂浆用砂的要求(预拌砂浆是未来的必然要求,未来几年将逐步取消现场搅拌)。
砂石骨料生产线成功的第三个条件就是工艺要好。一方面是简洁,设备使用维护方便、简单。骨料生产线现场条件艰苦,很难招聘到能力强的维护人员,因此操作简单、维修方便的“傻瓜机”是骨料生产线第一选择。当然,高品质的骨料生产线也可以通过高自动化程度来减少用人数量,但是目前,国内生产线无法避免对人工的依赖,每条生产线仍需配备一定数量的日常操作人员和维护人员。另一方面,好的生产工艺也必须达到目前国内日益严苛的环保要求。环保方面的需求也是一条成功的骨料生产线所必须满足的。
2、砂石骨料生产线的工艺流程简述
本文所述的砂石骨料生产线由棒条给料机实现均匀给料,棒条间隙为200mm,大于200mm部分,进入颚式破碎机进行一次破碎,小于200mm部分从篦条间隙漏下,由皮带机输送至除土筛进行除土。除土筛一层筛网50mm,起缓冲保护作用,二层筛网10mm,筛分渣土。0-10mm部分,作为渣土,抛离生产线,10-200mm部分,重新返回生产线。颚式破碎机排矿口为280mm,其破碎后物料,与10-200mm物料汇合,进入反击式破碎机进行二次破碎。反击式破碎机排矿口100mm,二破后物料通过皮带机输送至中间缓冲料仓。
中间缓冲料仓采用地笼结构,由悬挂式振动给料机实现仓底均匀给料。出料先通过皮带机输送至检查筛,检查筛一层筛网31.5mm,二层筛网5mm。大于31.5mm物料经由分料盒分料后,通过悬挂式振动给料机给圆锥式破碎机均匀给料,实现三次破碎,圆锥破排矿口32mm。5-31.5mm物料不再重新破碎,通过皮带机输送至成品筛,直接进行筛分,出5-10mm、10-20mm、20-31.5mm三种骨料。0-5mm物料则进入制砂备料库。圆锥破三破后的物料,通过皮带机输送至成品筛,一号成品筛一层筛网31.5mm,二层筛网10mm。31.5mm以上物料返回圆锥破重新破碎,形成闭路循环。10-31.5mm物料进入二号成品筛,进行筛分。二号成品筛一层筛网20mm,二层筛网10mm,筛分出10-20mm、20-31.5mm两种骨料。一号成品筛筛分出的0-10mm部分,进入制砂备料库。0-10mm物料则通过制砂楼站,进行制砂。
3、砂石骨料生产线工艺说明
本生产线实际上是3条独立的1600吨/时的骨料生产线。三条线共用一个中转料仓,除此之外,其他设备不会相互干扰。如此设计基于以下两点考虑:一方面,当一条生产线出现故障,需要停机维修时,其他两条生产线,仍可以继续生产,避免一条线停机,整厂区混乱的情况发生;另一方面,当短时间内,骨料市场供求关系发生变动时,3条独立的1600吨/时的骨料生产线,可以方便的选择其中一条或几条生产线的启停,控制厂区出货量,调节市场供求关系。

二、生产线的设备选型说明
1、砂石骨料生产线的喂料设备
喂料设备选择ZSW系列棒条振动给料机,在使用变频控制,均匀给料的同时,通过调整设备篦条间隙,可以进行除土操作,配合除土筛,有效减少成品骨料和精品机制砂中的泥土含量,控制亚甲蓝值,提高骨料品质,给料机ZSW600*200,处理量1500-1800吨/时。
2、砂石骨料生产线的破碎主机
一级破碎机采用JC系列欧版颚式破碎机,结构优越,性能先进,技术水平领先。选择的JC210,进料口1200x2000,进料粒度可以接近1500mm,基本不需要矿山爆破后二次破碎,每吨节省成本0.8元左右,年节约二次破碎成本1500x0.8=1200万元;JC210大型颚式破碎机,通过量稳定在1500吨/时以上。
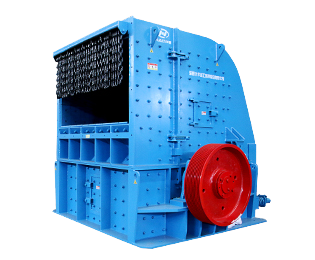
二级破碎选择PFQ系列反击式破碎机,该系列破碎机技术出自大华重工自主研发,技术先进。一方面,破碎原理为冲击式破碎,使得出料颗粒形状优良,级配良好,二级破碎后,可以直接出成品,避免过度破碎;另一方面,减小三破圆锥选型和工作压力,节约投资成本。反击式破碎机PFQ1823,具有1600吨/小时的通过能力,成品率可以在30~70%之间调整;
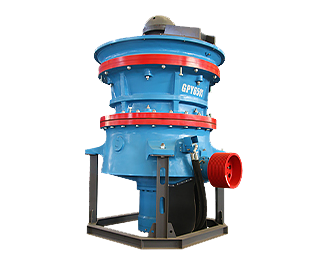
三级破碎选择HPY系列多缸液压圆锥破碎机,固定主轴设计和优化的破碎腔型,全面提升了破碎产能,全液压标准配置,独立设计的单作用缸,使系统性能发挥更稳定,操作简单调整灵活。优化的腔型,结合振动给料机的均匀给料,实现满腔给料和层压破碎,使得10-31.5mm物料颗粒形状好,针片状含量低。10~25mm占比高(一般情况下高于底部单缸圆锥10%左右),0·~10mm占比低,生产线效益好,32mm排矿口时,设备单台通过量515吨/时。此时设备成品率75%-80%。1600*0.7/0.75=498吨/时,在满足通过量的同时,又使圆锥破工作效率达到95%的满腔给料要求。
3、砂石骨料生产线的筛分设备
筛分设备统一使用YK系列圆振动筛。YK系列圆振动筛为山美公司引进德国技术制造的高效振动筛,振幅强弱可调节,物料筛淌线长,多层筛分,各档规格筛选清晰,筛分效率高。且所有筛分机选用大型化二层筛,不但可以减小设备用量和检修点,还能方便的进行筛网的更换,提高检修效率。
4、砂石骨料生产线的制砂设备
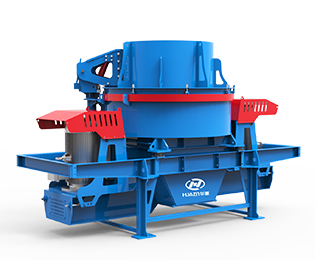
骨料生产线的制砂设备选用大华重工PLS系列楼站式制砂设备。楼站式制砂设备作为国家限制天然河砂开采后,为适应市场需求,应运而生的精品机制砂生产设备,其产生便是市场经济的结果。该PLS系列制砂机拥有以下优点:高标准的砂石品质;高效节能,生产能力大;适应性强,功能多样;生产过程,绿色环保;智能监控、运行稳定。
高标准的砂石品质来源其成品粒形圆润,针片状含量≤5%,混凝和易性好,易泵送。制砂主机独特的“石铁混打”结构及瀑布流给料系统,可以根据不同的原料特性,调节瀑布流,叶轮转速等方式实现产品粒形的有效控制,获得粒级分布和粒形更好的成品砂,适应性更强。高标准的砂石品质也来源其细度模数:1.7~3.0可调,中砂级配接近中砂2区中间曲线(1,3,6,8,9),空隙率小于40%。成品骨料的含粉量可控在5%~15%之间,使混凝土更密实。优异选粉设备,使料石粉控制技术实现成品砂含粉量5-15%无级可调。另外通过拌湿机,机制砂含水率3%~5% ,保证在成品机制砂在仓储、运输的过程中不离析,拌和混凝土时便于控制水灰比。
高效节能,生产能力大的特点源自:单位能耗低,成品砂石综合平均能耗为3.93kW/t,远低于行业水平;入料粒径0-5mm连续级配,SSL350入料量超过350t/h,成品砂产能达350t/h以上, 行业内同型号产品产能最大。制砂楼高速并行制砂工艺,制砂能力提升40%以上,实现了在不牺牲产能的情况下调整级配,解决了产量与级配互相制约的行业难题。同时,优异的多级选粉工艺,石粉控制技术与行业其他风选系统相比,无需强制补风,同比节能20%以上。此技术经鉴定达到国际先进水平。

制砂楼的高适应性和多样化功能源自设备为行内较早采用变频技术,因此原材料种类适应性广,可对城市建筑废弃物、石屑、矿山废石、鹅卵石等各种原材料进行加工,配备高精度传感器,保证称量系统可靠性。制砂楼站为环保型设计,无扬尘外溢,也可整体封装(选配),整体外封式结构,不惧雨雪,只要原材料满足生产要求,即可全天候生产,不受天气影响; 占地面积小,对空间敏感度低,受场地约束小。行内少有的双主机楼站,两台制砂机可以在不做任何改变的情况下实现并联和串联转换。可根据不同的原料和入料情况而改变生产方式,达到优质、底能耗、高效的生产工艺。同时满足干混砂浆、商品混凝土、沥青混凝土、高性能混凝土等需求。
制砂楼的监控系统利用计算机网络、无线通信技术、空间定位技术、地理信息等技术手段为中联机制砂生产线提供远程故障诊断和工作状态监控服务,因此设备智能监控、运行稳定。该监控系统具有如下几项功能:设备过载监测:制砂主机、高速级配机、提升机等大型电机设备电流实时监测,并绘制电流变化曲线,实现设备过载、堵料等异常工况判断。产量统计查询:原料量和成品产量实时存储,利于产能分析。设备工作时间全记录,利于设备保养维护。视频监控精准还原:多通道监控视频录制,生产情景精准还原。远程生产监控,实现操作界面多点共享。全方位日志管理:软件所有操作都将被记录保存,便于日后进行操作追溯。跨产品协同控制:配套商混和干混,实现本地/远程可靠切换。

三、结论
设计年产1500万吨且高品质的骨料生产线,需要保证砂石骨料生产线必须达到设计年产量、成品骨料的高品质、工艺简洁且环保。
在按照设备年平均产量来选型时,必须避免选择对于易损件磨损台时产量大幅度下降的设备,避免因为易损件的大幅磨损而降低了实际生产的产量。设备选型方面,宜选择合适的喂料设备,筛分设备,破碎主机和制砂设备等。
工艺流程方面,可设计由3条独立的1500吨/时的骨料生产线组成,三条线共用一个中转料仓,其他设备不会相互干扰,既可满足当其中一条生产线停机维修时,其他两条生产线保持连续生产;也可满足骨料市场供求关系发生变动时,独立生产线方便选择独立启停,控制厂区出货量,调节市场供求关系。
综上,需要综合考虑成功的砂石骨料生产线的判定指标,工艺流程设计,以及合理的设备选型,解决专业性和经济性等设计砂石骨料工厂重大和紧迫的专业问题,才能建造高产量、高质量的机制砂石骨料生产线,提升综合效益。